12-15-2025 edited by Frank Swygert
195.6 Aluminum Block Engine
Once upon a time there was a really good web page on the AMC Rambler 195.6 aluminum block engine. That was in the 1990s, and it has since disappeared. That’s one reason I created this web site, to preserve information on AMC products, especially the more obscure things.
The only thing I could really find on the Internet now is an article from the AMC Rambler Club publication, the “Rambler Reader” (Volume 14, Number 2). It is reproduced below. I have added illustrations as the original article just had a single rather poor illustration with it. I have also edited it for clarity and accuracy, corrected some errors, and added some information. I also replace the British spelling of “aluminium” with the US spelling (aluminum).
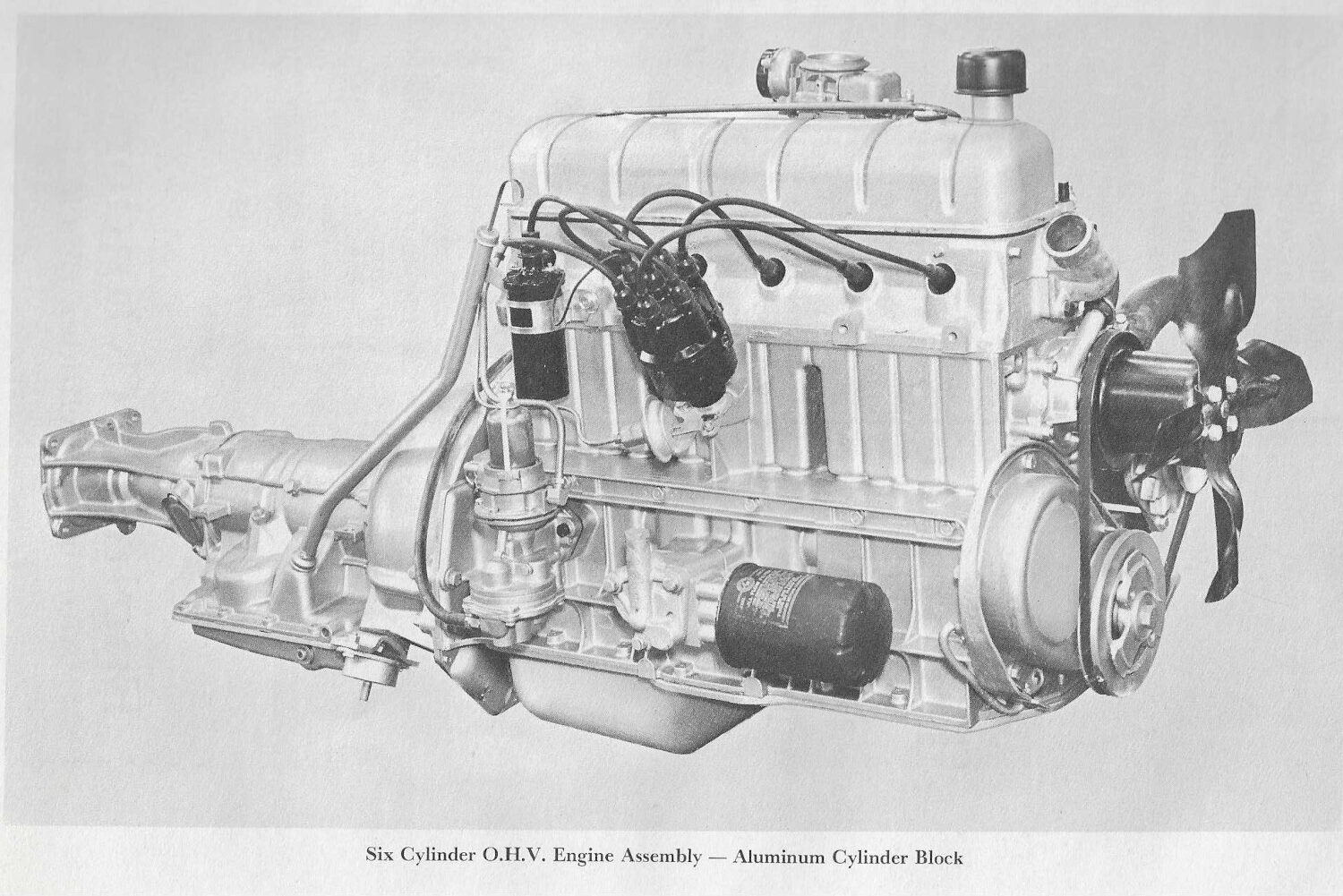
America’s First Die-Cast Aluminum Engine, 1961-1964
It was a fad of the times. All the major automobile manufacturers were getting on the bandwagon, and AMC was right there with them. Auto makers were crazy about aluminum engines. And AMC was the leader in presenting a die-cast aluminum engine to the public. Yes, AMC again scooped the field with the introduction of its aluminum 196 six cylinder engine in 1961. America’s first die-cast aluminum block six. The new engine was backed by six years’ of design experience with die-cast aluminum engines and two million test miles on proving grounds, highways and the track.
The die-cast aluminum alloy cylinder block weighed only 60 pounds and reduced overall front end load by 80 pounds due to lighter component and suspension requirements. Precision, high-pressure die-casting processes assured absolute uniformity and high quality.
Centrifugally cast iron cylinder liners with a wall thickness of .093 inches were mechanically and chemically permanently bonded to the aluminum block. Hydraulic valve tappets and full flow oil filter were added to assure quiet operation and a long life. Topping off the aluminum engine block was a cast iron head featuring integral valve guides and new exhaust valves. The main and connecting rod bearings were steel-backed copper-lead alloy for longer service life.
Photo of block with liners (courtesy of Joe Fulton)

In addition to the two million miles of testing AMC subjected the aluminum engine to on proving grounds, AMC put the new engine through a million mile test at Daytona International Speedway under official NASCAR supervision. Running night and day, week after week, ten Ramblers powered by the new aluminum block engine piled up a total of 1,000,000 miles of grueling, high speed driving to prove beyond any question the superb durability, economy and performance of the most advanced engine on the American road. Although the specifications of the aluminum engine and the tried and true iron block six cylinder engine were identical in all respects, there was no similarity in outward appearances. For one thing the aluminum engine was unpainted.
For the first year of its introduction, 1961, the aluminum engine was offered as an option on Deluxe and Super models of the full sized Rambler Classics. AMC wanted to test the water before leaping in. Nevertheless, the aluminum engine was made available for fleet applications in the Rambulance and in taxicabs, which demonstrates a high degree of confidence in the new design.
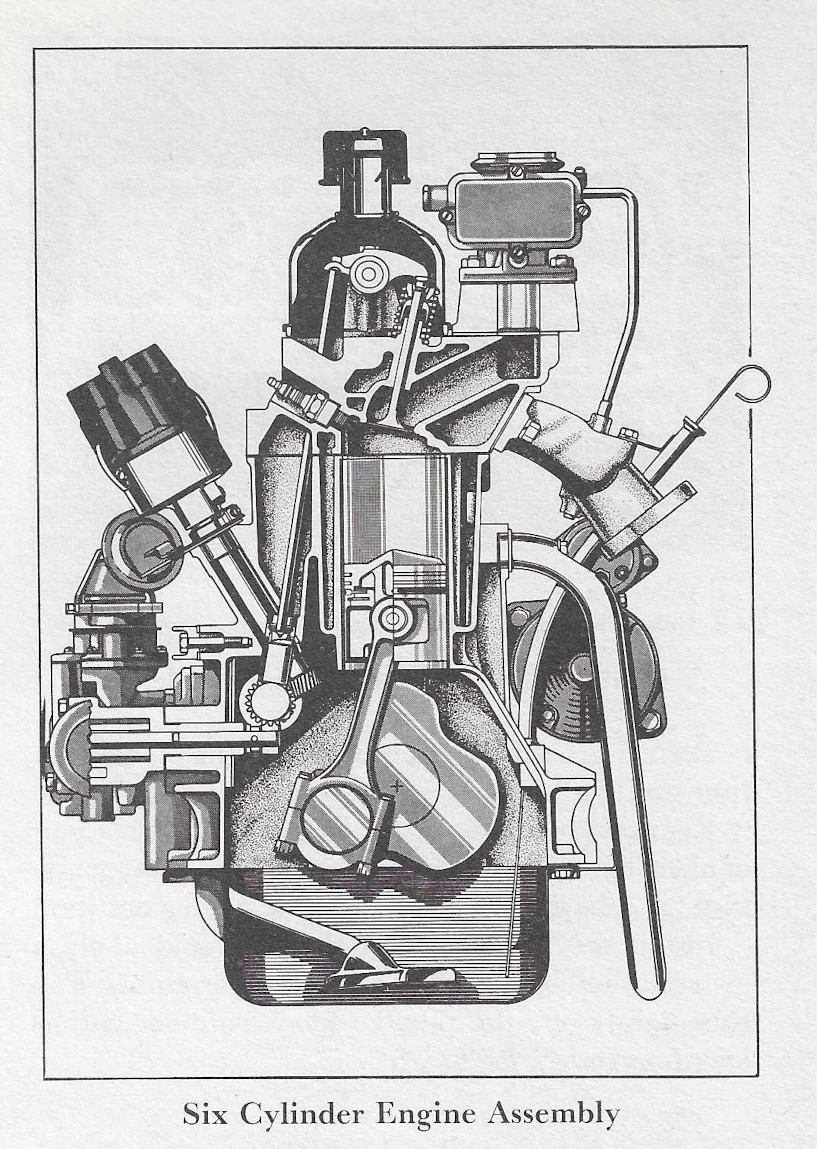
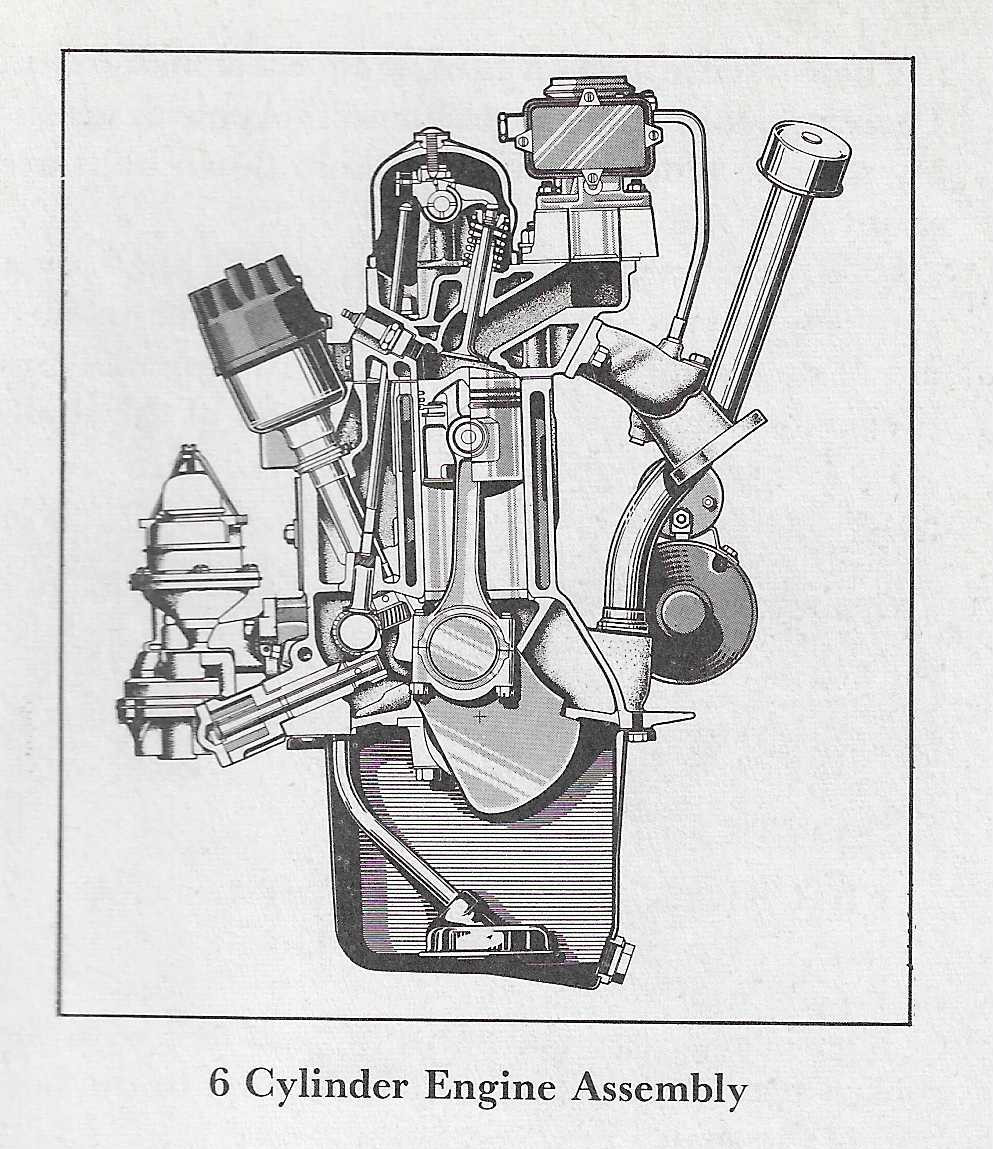
Die-Cast Aluminum Block Cross-Section above, Iron Block Cross-Section below.
Through its press releases, AMC disclosed more about the aluminum engine than is to be found in its sales literature and dealer specifications books. The press releases disclosed that the lighter engine permitted better balance and weight distribution which promoted greater stability and easier handling. The new engine was the result of a co-operative research and development program between American Motors and the Doehler-Jarvis Division of National Lead Company. Doehler-Jarvis was responsible for the production of the aluminum blocks in its Toledo, Ohio plant. The block was made of a special aluminum-silicon alloy for hardness and controlled temperature expansion. Hydraulic valve lifters were used exclusively for quiet operation and a newly designed oil pump eliminated the possibility of hydraulic lock and assured proper pressure calibration. A full-flow oil filter was standard equipment.
The new engine demonstrated improved performance which was attributed to a redesigned intake manifold which provided increased fuel-air velocity. The crankshaft was completely balanced for smooth vibrationless performance. During the developmental stage of the aluminum engine, it was tested by the use of the latest aircraft industry method of applying cemented plastic with polarized light to establish static and dynamic stress points. Unfortunately, available production information does not disclose how many aluminum engines were installed in Deluxe and Super Classics in 1961.
For all the effort that went into the development of this engine, sales figures were disappointing, to say the least. Actual figures aren’t available, but it has been estimated that only 300-500 found customers that first year. To help boost sales, AMC made the aluminum engine standard equipment on the 400 series of the Classic in 1962, while it remained an option on the Deluxe and Custom lines. For those customers who really did not want the aluminum engine, the old reliable cast iron six was available on the 400 line as an option at no cost. Other than this change, everything remained the same. If all Classic 400 models sold in 1962 were equipped with the standard aluminum engine, there would have been 58,057 with aluminum engines. Even if a fraction of the cars in 1962 actually were equipped with the aluminum engine, the total installed would have been significantly greater than the 1961 estimate.
For 1963 the aluminum engine was standard on the Classic 770 and optional on the 550 and 660. The cast iron six could be had at no extra charge in place of the aluminum engine on the Classic 770. With the introduction of AMC’s new Tri-Poised Power for 1963, the engine mounts on the aluminum engine were changed to accommodate the new method of suspending the engine on the chassis. Just over 60,000 Classic 770 models were sold in 1963. As with the 1962 sales on the 400 line, it is doubtful that they were all equipped with the aluminum engine. Available production figures support this fact. There were 45,998 1963 Classic 770s equipped with the aluminum engine, which accounted for just over 76% of those sold. When we look at the number of those cars that have survived today, it is immediately apparent that the engine must have been quite troublesome. If we assume the same percentage of aluminum engines were installed in 1962 as in 1963, we can arrive at a figure of 43,000 for 1962. Again, the survival rate is very low.
The last year for the aluminum engine was 1964. AMC introduced the new cast iron 232 cid six cylinder engine in mid 1964 and it replaced both the aluminum and cast iron 196 cid engines in 1965 in the Classic. For 1964 the aluminum engine was optional on all Classics and no longer a standard engine in any AMC. Exactly 4,939 aluminum engines were installed in 1964 Classics. Apparently the durability of the engine had not proven to be what AMC had hoped.
From the comments of owners within the AMC/Rambler Club it seems that the engine was technically a good design and that quality of construction was satisfactory. The main problem was the combination of cast iron head and aluminum block which caused problems due to electrolysis and differing rates of expansion and contraction. Also, owner maintenance of the aluminum engine was a cause of failure. The aluminum engine required more stringent compliance with the maintenance schedule than the cast iron engine, and owners either were not clearly advised about this special requirement, or they just treated the engine as they would have treated a standard cast iron engine. Unfortunately, if the engine coolant got low or the car over heated, damage to the aluminum block was almost a certainty. A cast iron block was much more forgiving and that is the way most people probably got into trouble with their aluminum engines. When an owner did experience difficulties with the aluminum engine, dealerships would usually replace the engine with a cast iron substitute rather than attempt repairs.
All in all, it was a noble experiment but a big disappointment for AMC. A bitter pill swallowed quietly. There is nothing we have available from AMC that discusses the demise of America’s First Die-Cast Aluminum Block Engine.
Aluminum six in 1962 Classic

Frank’s comments:
The main savings in the aluminum block was the fact that it was die-cast, not sand cast. This meant it was cast from a permanent steel mold (die), not a sand mold that had to be recreated for every casting. The savings from such a design were significant, but the die-casting technique dictated how the block was designed. It had to have an open top so it could be removed from the mold — that’s the most obvious and significant feature. The open top meant no support for the tops of the cylinders except for the contact area with the head. Unless the engine is badly overheated this isn’t a significant problem. The first signs of loose head bolts is usually over heating though, and the combination of loose head bolts and gross overheating can possibly cause the iron liners to shift just enough that the head gasket will no longer seal. I’ve not seen this cause an engine to be taken out of service, but it’s possible. Most are discarded due to excessive corrosion or parts scarcity today. There was also a bit of savings in machine work. The die-cast block needed less, and the softer aluminum was much easier and faster to machine.
The aluminum version of the 195.6 was designed to use as many components from the iron version as possible. Crankshaft, rods, and pistons interchange. The distributors were identical — same advance curves and part numbers, as were starters and battery charging systems. Fuel pumps and carburetors were also identical.
The uncut camshaft blanks may have been the same, but the actual grind is slightly different. The iron block solid lifter cam has 244 degrees duration, the aluminum block hydraulic lifter cam has 250 degrees duration. This is mainly due to the lifter design — the iron block uses a mushroom lifter with a large base, the aluminum block hydraulic lifters are straight sided — the base is the same diameter as the body.
A unique oil pump was used. It extends 90 degrees out the side rather than at a downward angle as the iron block pump does. It is of a similar design, but has a full flow filter on what would be the cover of the iron block oil pump. That made it impossible to install in the American due to lack of clearance (until the 64 models). The oil pump on the iron block was changed in it’s last year (65) to a similar full flow design (with alterations to the block casting — a 65 iron block full flow filter oil pump won’t interchange with earlier models and vice-versa).
The water pump for the aluminum block is also unique to it. Occasionally someone buys an aluminum block water pump only to find that the seller didn’t know it wouldn’t fit the iron block version — or most often didn’t know there was an aluminum and iron version of the 195.6.
Aluminum Block Water pump (photo courtesy of Joe Fulton)

The timing gears and chain are different also. The gears may actually interchange, I’m not sure but see no reason they shouldn’t. The chain for the aluminum block is slightly longer though. The cam position in the block is slightly different from the iron block version.
The heads are different, they don’t interchange. The aluminum block iron head is a bit wider for one thing. The die-casting technique dictated that the head bolts could only be placed in straight rows along the walls beside the cylinders. The iron block head has the two end bolts on each end offset to the left. The big iron cylinder head also has the same issues with cracking as the cast iron version. The rocker arms are different as the hydraulic lifters didn’t require adjusters on the rockers. The rocker shaft supports and the shaft itself might interchange, but I’m not certain.
Rocker shaft from aluminum block head. Note no pushrod adjusters (photo courtesy of Joe Fulton)

The aluminum block had the same issues with head gaskets as the cast iron block versions. The head itself is a huge chunk of cast iron that eventually loosens the head bolts as it expands and contracts. The torque check interval remains the same in the service manuals – every 8,000 miles. In practice this can be extended to about 10,000 miles, partially due to much better head gasket material than the originals. It should be safe to say that the head gasket of most, if not all, running 195.6 OHV has been replaced at least once.
The main issue with the aluminum block and corrosion was anti-freeze. The head gasket separates the head from the block, the only steel that touches the block is the head bolts (and of course other bolts). In the early 60s aluminum just wasn’t used much except in a few foreign vehicles. Standard anti-freeze was not compatible with aluminum components in the early 60s. AMC sold a compatible ant-freeze through its dealers, but customers were suspicious that dealers just wanted to make more money by selling them the “recommended” anti-freeze when they could buy much cheaper anti-freeze at parts stores.
Another feature of the aluminum block was the siamesed iron cylinders. These were cast in pairs. They were clamped in the mold before the aluminum was poured in. This locked them in place — they are not removable.
The other aluminum block engine in the early sixties, the Chrysler 225 “Slant Six”, also used die-casting with iron liners cast in. The liners on it were separate, not siamesed in pairs like the AMC block. It had solid lifters instead of hydraulic and also required an iron head different from the standard iron block engine, at least at first. During the last year of production the standard cast iron head was altered and used on all sixes, aluminum and iron. Apparently Chrysler didn’t have to change the head bolt pattern as AMC did. The aluminum block still required a special head gasket due to the narrow sealing surfaces of the aluminum block liners.
Chrysler had pretty much the same issues AMC did and abandoned their aluminum block a year earlier. They were made from mid 1961 through early 1963.